- An imaging device containing an image sensor and a lens
- An image capture board or frame grabber may be used (in some digital cameras that use a modern interface, a frame grabber is not required)
- Application-appropriate lighting
- Software that processes the images via a computer or an internal system, as in many “smart” cameras
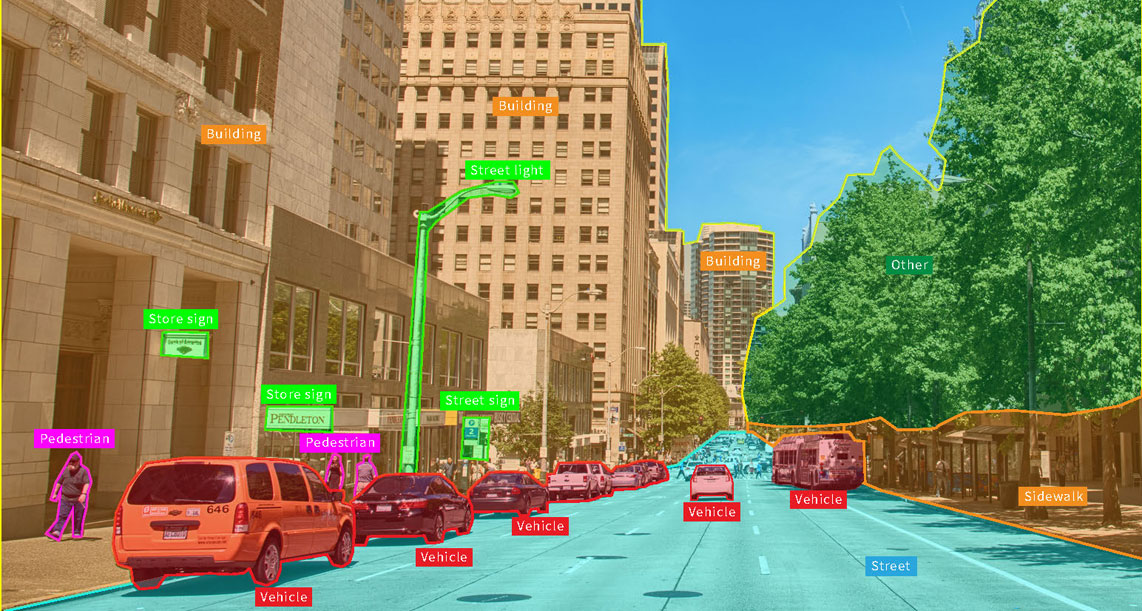
Computer Vision vs. Machine Vision — What’s the Difference?




More Articles Like This
Blog

The Impending Data Crisis in the AI Economy
Data is the lifeblood of artificial intelligence. It plays a central role in the development and efficacy of AI systems, fueling their ability to learn, adapt, and make informed decisions. However, the availability of natural data, which is crucial for AI systems to improve, is becoming increasingly limited. Natural data refers to information derived from the real-world environment and is …Blog

Deciphering AI from Human Generated Text: The Behavioral Approach
One of the most important elements of building a well-functioning AI model is consistent human feedback. When generative AI models are trained by human annotators, they serve as more effective tools for the end user, which in turn helps drive progress towards a brighter future. The more behavioral signals we can measure, the higher the chance we have of creating quality …Blog

Building AI We Can Trust
Today, President Biden issued a landmark Executive Order to ensure the rapid innovation in AI is executed responsibly, safely, and in a human-centric way. It is vital that AI is developed and deployed in a trustworthy and responsible way for all users, which we believe will be supported by the frameworks and core principles of the Executive Order. At Appen, …Blog

Appen and the UNGC: Defining Sustainability and Ethics in the AI Era
In January 2023, Appen signed the United Nations Global Compact (UNGC), joining more than 23,000 companies that have committed to supporting sustainable business practices and to taking ownership of creating a brighter, more just society. In our rapidly evolving world, it’s never been more important for businesses to operate within a strong, shared system of values — and that’s exactly …Blog

How the Human Element Balances AI and Contributor Efforts for Optimal Outcomes
We are committed to delivering dependable solutions to power artificial intelligence applications, and our Crowd plays a crucial role in accomplishing this objective. With a global community of over one million contributors, our diverse Crowd provides invaluable feedback on our clients’ AI models. Their collective expertise enhances operational efficiency and customer satisfaction, making them indispensable to our business success. Given …Blog

